





經典案例
擠出線快速換模六西格瑪項目是申雅密封件有限公司降本增效的重要項目之一。通過實現生產線的快速換摸來減少停機時間,減少牽引廢品,降低擠出線廢品率。

原文題目:
運用六西格瑪方法
實現快速 換模SMED
作者:張倩
擠出線快速換模六西格瑪項目是申雅密封件有限公司降本增效的重要項目之一。通過實現生產線的快速換摸來減少停機時間,減少牽引廢品,降低擠出線廢品率。該項目主要運用六西格瑪DMAIC的系統方法來開展,通過運用數理統計和科學的方法客觀的分析導致換摸耗時的原因和瓶頸。同時通過工裝口模改進,過程改進和過程標準化,將無序的過程變為有序,減少過程中的瓶頸,從而實現擠出線快速換摸。
為了提高企業的核心競爭力,公司在2004年導入六西格瑪,希望通過黑帶和綠帶項目降低劣質成本。隨著市場的拓展,擠出產品增多,為了適應多產品小庫存的生產模式,釋放生產線能力,降低廢品,必須縮短換模時間。同時,快速換模項目也推進了現場6S管理,工裝口模的持續改進,讓操作工接觸到精益生產的理念,提高生產人員的綜合素質。
1、界定階段
界定階段主要內容有:了解目前現狀、設定項目目標、確定項目范圍、確定項目團隊成員、制訂項目計劃、繪制過程流程圖,并通過SIPOC工作表來清理關鍵過程中的輸入和輸出變量。同時,進行劣質成本分析,對項目的經濟效益進行估算。
2、測量階段
測量當前水平,定義:2004年5月~2004年9月定義為當前水平,通過建立一套科學嚴謹地測量系統,記錄出過程中的每個操作工、每個工序所用的時間,對換模過程的輸入和輸出及過程中可追蹤的事物進行測量。
在實際的實施中,為了詳細的記錄換模過程的每個細節,項目組對每個參與換模的成員進行觀察,記錄每個人所作的動作以及相應的時間,必要時記錄人員行走的距離,并且記錄所有批產產品的換模時間,用于進行各類產品的比較。
測量的工具是秒表和DV,對于典型的產品用DV記錄。得到準確數據后,進入分析階段。
3.分析階段
分析階段,項目小組根據換模的前后兩個過程,分別對更換工裝口模部分和牽引部分進行單獨分析改進,這里重點介紹更換工裝口模部分。
更換工裝口模過程分析:
在收據收集的過程中,項目小組發現同類換模過程所用的時間相差很大,為了對相同切換過程進行分析,收集了十組典型的同類換模過程所用的時間,骨架類產品切換到骨架噴涂類產品,如下表:
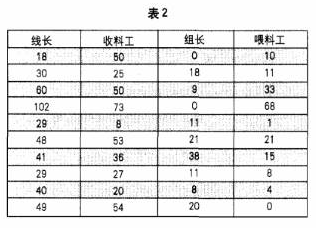
比較各操作工在換模過程中所用的時間:
收集十次骨架類切換到骨架噴涂類產品的換模過程,每個換模人員的操作實踐 工作量記錄如下表:

用MINITAP軟件對以上十組操作工工作量進行分析可以得到兩個結論:
1)每個操作工在同類換模過程中所用時間波動很大,說明過程無序。
2)不同換模人員操作相同工序工所用的時間波動達,相同工序在不同的換模過程所用的時間波動也很大,說明過程無可重復性。
對換模過程中各工序進行分析:
對更換工裝口模過程中的所有工序進行分析,首先列出各工序所用實踐的平均值及標準差。
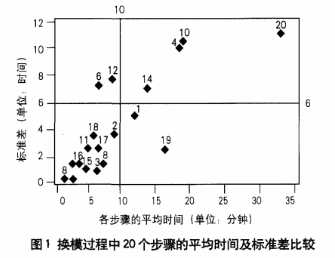
為了更加直觀的分析這組數據,我們運用MINITAP軟件繪制此圖:
分析結果:
各工序所用的時間相差很大,某些工序不僅標準差大,過程無穩定,而且花費的時間特別長,由此可以看出過程中存在瓶頸口。這些瓶頸正是制約換模過程的要因:更換導向器、更換預彎機、準備PU材料、準備鋼帶、清潔植絨艙
4.改進階段
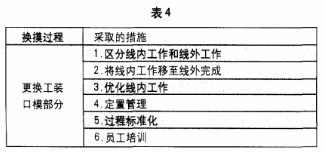
改進部分也分前后兩個過程分步實施,主要通過標準化過程和優化過程入手。使得原本無序的過程變為有序,工裝具備可重復性;并且引入精益生產的方法,提高操作工精益的意識。措施提綱如下:
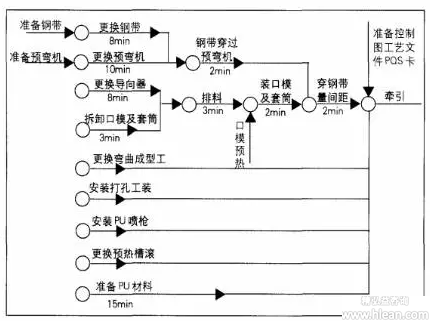
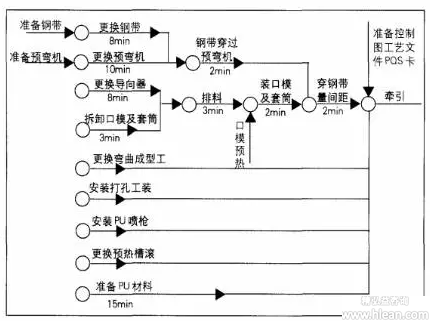
區分線內工作和線外工作:
定義好線內工作和線外工作后,項目組將過程中所有工序進行歸類,下圖紅色字體標識的工序為過程中的線外工作。(小編注:原文為黑白版,╮(╯_╰)╭ 靠經驗識別吧。)
將線內工作移至線外完成后,優化線內工作,改進后的過程可以通過另一張網絡圖來展現。
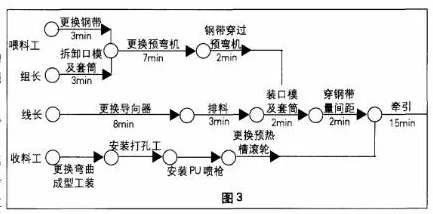
將更換工裝模具過程理順、平衡后,必須通過標準化作業指導書的形式記錄下來,并且推廣實施。為此,我們編制了《擠出線快速換摸標準化作業指導書》,從工序步驟、操作工、工具、操作時間等各方面對過程進行標準化。
通過實施以上改進措施,更換工裝口模過程有了明顯的改善,我們采集了2004年5月~2004年9月的數據與去年同期的數據進行對比:數據顯示,2003年5~9月的平均換模時間為47分鐘,2004年5~9月的平均換模時間為23分鐘,平均減少24分鐘,減幅為51%。同時,標準差也有一定程度的改進。2003年的標準差為14.5,2004年的標準差為8.5,即各種換模的時間波動也減小了。
5.控制階段
文件化改進成果:
在換摸過程中采用了標準化作業和各項表格進行過程控制
1.《擠出線快速換摸標準化作業指導書》
2.《新版工藝文件》
3.《專人換摸準備工作確認項》
4.《專人工作標準化作業指導書》
5.《線長換摸準備工作確認表》(《Pre-flight Check Sheet》)
建立持續改進的目視話看板:
看板內容包括:換摸時所需要的作業指導書和各類表示;跟蹤換摸的過程分析和改進措施,PDCA過程描述;換摸統計表及各班換摸的柱狀分析圖;操作工合理化建議收集箱。
項目收益計算
更換工裝口模部分:
數據顯示,平均減少24分鐘,減幅為51%
人工成本節約 = 246,480(元) ×51%=125,704.8(元)
牽引部分平均減少15.5分鐘,減幅為33%。
牽引成本節約 = 2,269,183.3(元)×33%=748,830.49(元)
總計節約:874,535.29(元)
